Wastewater aeration is one of the most important applications for blowers. Over the years I’ve seen hundreds of aeration control systems in operation. Most of them rely on feedback control of dissolved oxygen (DO) in the aeration basin to optimize process performance and minimize energy consumption. In many cases the operator thinks the controls work “pretty good” because the average DO concentration is close to the setpoint.
The reality is that most of these systems exhibit significant hunting above and below the target DO. Because of the nature of oxygen transfer in diffused aeration systems, achieving a good average isn’t the same as optimizing performance.
Basic Process Considerations
Most control systems use Proportional-Integral-Derivative (PID) algorithms for controlling DO, basin air flow distribution, and blower pressure or flow. These algorithms are prone to hunting - the cyclic fluctuation of the controlled variable. Fluctuations that oscillate the DO several mg/L above and below the target DO concentration are common.
There are several causes for hunting. Poor resolution of valve position cause instability in flow and pressure control that create fluctuations in DO concentration. The most common cause of DO instability is improper tuning of the control loop. PID control is particularly prone to this problem. The algorithm is well suited to linear response systems, but aeration is extremely non-linear. Among the non-linearities to contend with are:
- Airflow demand change with process load
- DO concentration change with air flow. [See Figure 1.]
- Air flow change with valve position
- Blower airflow control instability
- Blower airflow change with pressure
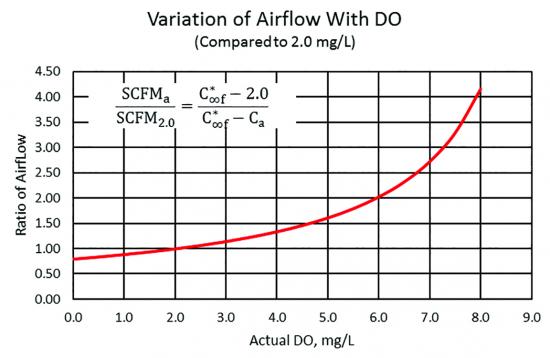
Figure 1: Non-Linear Relationship of DO and Airflow.
DO is an indirect indicator of process performance and load. Maintaining a set DO doesn’t guarantee the process is acceptable – it just means that the oxygen supply isn’t below the demand. Failure to maintain the proper quality and quantity of the biology or the lack of adequate hydraulic retention time will result in process failure regardless of DO concentration.
Actual oxygen demand from the process load is typically measured as oxygen uptake rate (OUR) in mg O2/L/hour. OUR is usually measured in the laboratory, but it can be measured real time in situ with offgas testing. The OUR is a function of biochemical oxygen demand (BOD) to be removed and ammonia to be converted to nitrate. OUR in turn determines the required oxygen transfer rate (ROTR) needed to meet the biology’s oxygen demand.
ROTR≈(∆BOD∙1.1+∆NH_3∙4.6)/(q_ww∙0.723)
ROTR = required oxygen transfer rate, lbm/hour
qww = wastewater flow rate, million gallons per day (mgd)
ΔBOD = BOD metabolized, mg/L
ΔNH3 = ammonia converted to NO3, mg/L
The ROTR for a given system can be met by a range of air flows over a range of operating conditions and DO concentrations. The ROTR changes as hydraulic and organic loads to the plant vary from diurnal and slug load shifts.
Basics of Oxygen Transfer
At steady state conditions the actual oxygen transfer rate (AOTR) and ROTR are equal. If a load or airflow change disturbs the steady sate equilibrium the DO concentration in the aeration basin will change until equilibrium is restored. Understanding the DO change requires an understanding of basic oxygen transfer principles.
AOTR is a function of airflow rate and actual field oxygen transfer efficiency (OTEf):
AOTR≈(q_s∙OTE_f)/0.9662
AOTR = actual oxygen transfer rate, lbm/hour
qs = airflow rate, scfm (68 °F, 14.7 psia, 36% RH)
OTEf = actual field oxygen transfer efficiency, decimal
The OTEf is a complex function and changes continuously. Many of the factors that induce changes in OTEf are beyond the control of the operator.
Determination of OTEf starts with the standard oxygen transfer efficiency (SOTE) measured by the manufacturer in clean water and corrected to 20 °C and 0.0 mg/L DO. Factors that affect the deviation between OTEf and SOTE include:
α, a function of the components in the wastewater such as oils and mixed liquor suspended solids
F, which measures the effect of diffuser fouling over time
T, the wastewater temperature
D, the depth of diffuser submergence; more submergence means higher SOTE
β, a function of total dissolved solids
Air flow per diffuser, usually expressed as scfm per diffuser; OTE decreases with higher airflow
Ca, the actual dissolved oxygen concentration; OTE decreases with higher DO
Of these the last two are of interest when controlling blowers to match airflow delivered to process demand.
As the air flow rate per diffuser increases so does the size of the bubble generated. This decreases the volume to surface area ratio, and this in turn reduces the efficiency of dissolving oxygen in the wastewater. [See Figure 2.] If the air rate is increased by a control system the rate of oxygen being dissolved, AOTR, increases. However, the increase isn’t directly proportional to the air flow increase because OTEf drops. This relationship should be obtained from the diffuser supplier.
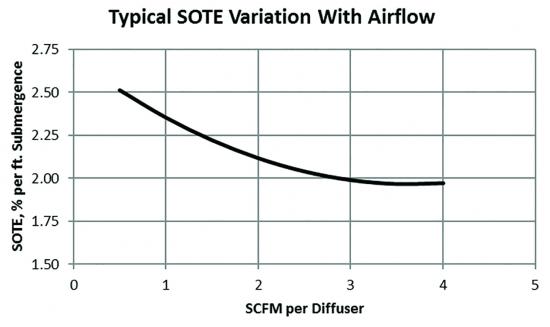
Figure 2: Relationship of DO and Airflow per diffuser.
The principles of mass transfer dictate that material moves from a location of high concentration to low concentration. The greater the difference the more driving force there is for the transfer and the faster it will occur. The result is that the OTEf will drop as the actual DO concentration rises. [See Figure 1.]
OTE_2=OTE_1∙(C_∞f^*-C_2)/(C_∞f^*-C_1 )
OTE1,2 = oxygen transfer efficiency at time 1 and 2, decimal
C*∞f = steady state DO saturation concentration at infinite time in process water, mg/L
C1,2 = actual DO concentration at time 1 and 2, mg/L
Combining the relationships and data with OTR in a single graph demonstrates the relationships of process load changes, air flow rate changes, and actual DO concentration changes. [See Figure 3.] The graph assumes steady state equilibrium, with AOTR = ROTR. Performance is based on typical diffuser SOTE, 2 mgd flow rate, and common BOD and NH3 loading for municipal wastewater.
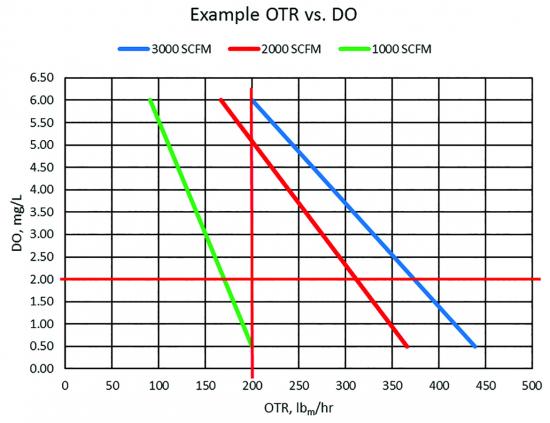
Figure 3: Relationship of OTR, DO Concentration, and Air Flow Rate.
In this example the ROTR can vary from 175 lbm/hour to 375 lbm/hour with constant 2.0 mg/L DO by increasing the air flow to the basin. This illustrates the non-linearity of aeration control, since approximately doubling the process demand requires tripling the airflow rate.
On the other hand if the process demand (ROTR) remains constant at 200 lbm/hour the AOTR can be in equilibrium with ROTR while airflow rates range from 1,000 SCFM to 3,000 SCFM. Increased airflow causes the DO concentration in the wastewater to rise from 0.5 mg/L to 6.0 mg/L. This clearly shows that elevated DO concentrations are an indication that the airflow rate exceeds the process demand.
Biased Performance
Controlling blowers as part of controlling a secondary aeration process appears simple. If the DO is low you need to supply more air. If the DO is high, cut back on blower capacity. The biology in the basins is fairly forgiving and can accommodate some fluctuations in DO without creating process problems or developing undesirable organisms.
It would also appear that if the DO concentration averages out over time the system is a success. Many operators think their aeration and blower control is satisfactory because, on average, they hit target DO despite hunting. They also assume that means they are, on average, optimizing the aeration energy requirement. However, that assumption isn’t correct.
The non-linearity of maintaining required DO and ROTR means that over-aerating “hurts” more than under-aerating “helps”.
This bias in process airflow demand can be seen by comparing different DO fluctuations at constant ROTR. For example, compare performance with fluctuations in DO of ±0.5 mg/L and 2.0 mg/L while maintaining an average DO concentration of 2.0 mg/L. [See Figure 4.] Using the relationships above, the fluctuations in air flow that result in these DO fluctuations can be determined. [See Figure 5.] Plotting the airflow rate fluctuations shows that the airflow with DO ±2.0 mg/L is skewed higher than with DO ±0.5 mg/L. [See Figure 6.]
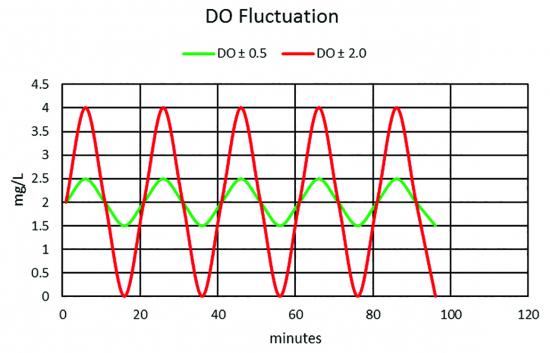
Figure 4: Examples of DO Fluctuations
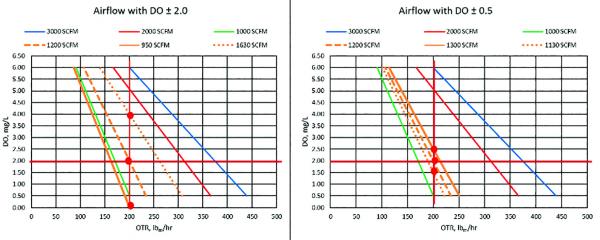
Figure 5: Determining Airflow Fluctuations. Enlarge.
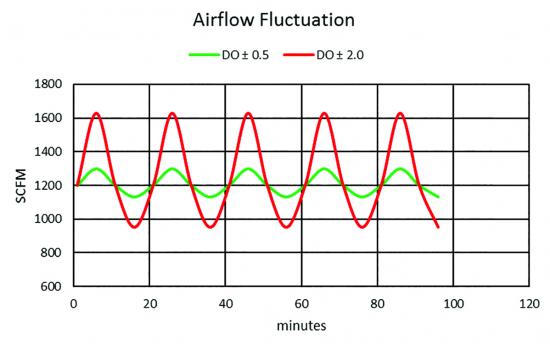
Figure 6: Airflow Fluctuations.
Practical Implications
The first, and perhaps most obvious, implication of poor control creating fluctuating DO concentrations is that the cost of energy increases with larger fluctuations. The impact on the example system would be over \$1,000 per year. This is based on typical blower wire-to-air efficiency and an average power cost of \$0.10/kWh.
The difference in electricity consumption isn’t the most significant energy cost implication. Most treatment systems pay a demand charge – a charge based on the peak kW used during a month or year. For most treatment plants one third of their electricity cost is due to demand charges. The higher fluctuation in DO results in an increased demand of 11 kW. If the demand charge is \$15.00/kW the annual cost increase would be approximately \$2,000 per year.
Excessive cycling of airflow will obviously accelerate wear and tear on flow control valve actuators. Of greater concern is the possibility that large fluctuations in flow will increase the start/stop cycles of the blowers. I have observed systems where the hunting induced by DO control instability resulted in very frequent starting and stopping of the blowers – often several times per hour. This causes further process upsets and shortens blower life.
It is both possible and beneficial to reduce or eliminate hunting of DO controls and the corresponding fluctuations in air flow. More precise flow control valves will increase stability. Right-sized blowers with good turndown minimize start/stop cycles. There are more effective and stable algorithms than PID. These advanced strategies include long response delays, biased control, and tolerance on error to accommodate the non-linearity in aeration systems. The resulting control provides process stability, ensures adequate oxygen supply and optimized energy demand, and reduces blower start/stop cycles.
About the Author
Tom Jenkins has over forty years’ experience in blowers and blower applications. As an inventor and entrepreneur he has pioneered many innovations in aeration and blower control. He is an Adjunct Professor at the University of Wisconsin, Madison. For more information, visit www.jentechinc.com.
To read similar articles on Aeration Blower Technology, please visit
https://www.blowervacuumbestpractices.com/technology/aeration-blowers.
Visit our Webinar Archives to listen to expert presentations on Aeration Blower Systems at https://www.blowervacuumbestpractices.com/magazine/webinars.



