Volatile Organic Compounds
When the Environmental Protection Agency was formed, in1970, it used its congressional mandate to issue all sorts of regulations regarding the discharge of contaminants into the land, water and air of this country. Over the years, air pollution has been one of the key areas where the Agency has put in place stringent requirements to control the emission of VOCs or Volatile Organic Compounds. Today the mandates of this government agency require extensive steps be taken to curtail their release by all operators of tank farms, chemical plants, refineries, fermentation plants and landfill operations. As a result of these regulations the Bio-Mass utilization industry was born.
Since VOCs are gases, the only way to provide control and movement to process it is to use compressors. In most instances, the collection and initial transport can be done with blowers or other dynamic displacement compressors, because the pressure ratios required are low (typically under 1 BAR). But the EPA mandates call for not just collection but process of the gas into a harmless form. For most gaseous pollutants, higher pressure ratios and thus positive displacement compressors were required.
|
|
||
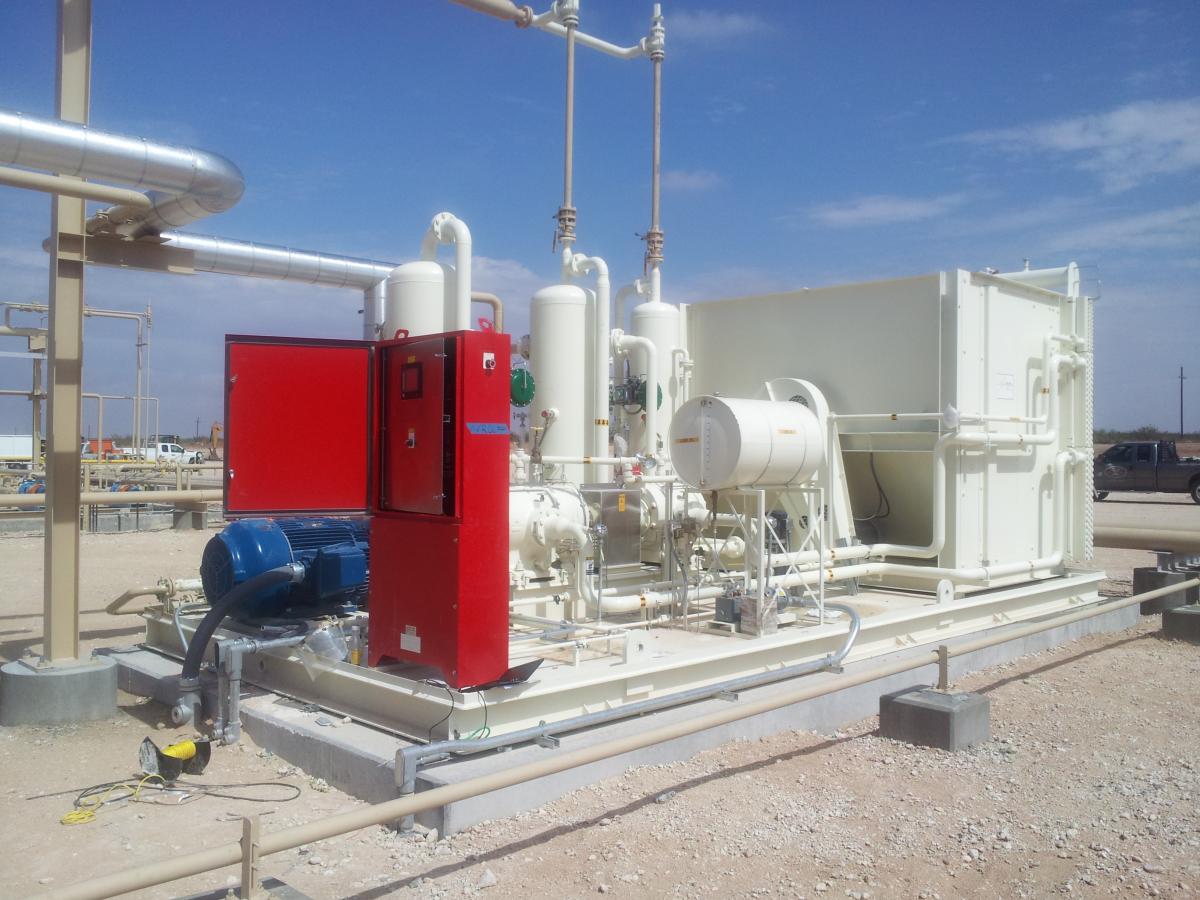
Two-Stage Rotary Vane Vapor Recovery Unit |
||
 |
||
Vapor Recovery Unit System Feeding Flare |
||
Vapor Recovery Units Are Introduced
These new types of compressor applications were referred to as VRU’s or Vapor Recovery Units. When the challenge came to the compressor industry, the first response was to put forth those compressor designs that were currently working in similar applications. This meant large bore distance piece reciprocating compressors were the selection of choice. But large cylinders were required because the higher volume gas flows were at low pressure and this meant big displacement cylinders were necessary to handle the gas. Not only did these compressors require very expensive castings but they also needed a large number of valves per cylinder. Valves, which due to the corrosive nature of the gas stream, were often very expensive to replace.
Just as the industrial air compressor market had shifted away from large reciprocating compressors to rotary designs, the VRU building companies also went in that direction. Hy-Bon Engineering of Midland, Texas pioneered the development of rotary gas compressors and developed their own line of rotary vane units designed with the capability to use both grey iron or stainless steel castings. Others like Harley Industries of Tulsa used the existing Allis Chalmers Ro-Flow vanes for their gas compressor units.
With the emergence of the flooded rotary screw compressor as the industrial air standard, compressor manufacturers such as Sullair entered the gas market by creating their own dedicated Process and Gas Compressor Division, based in Houston, Texas. This group was followed by independent packagers of Le-Roi, Mycom and Gardner Denver gas screws as they sought opportunities in the growing field of Vapor Recovery.
Elevated Discharge Pressure Requirements Arrive
While the EPA demanded Pollution Control, there was still a high cost attached to flaring or disposing of the VOC gases. That was until the Oil Embargo of the 1980’s brought on a new economic reality concerning the cost of energy. Now all of a sudden a million Btu of waste gas had a real cash equivalent value. What was waste gas could now be used as a fuel source for boilers to produce steam. At about the same time, small natural gas fired turbines from solar and others started to see use as power providers for generators and pumps. These cogeneration applications created a cost recovery opportunity for the VRU operators to help defray the expense of the mandated pollution control requirements.
Gas turbines required higher gas supply pressure from the compressors delivering their fuel gas, and this imposed a new set of requirements on the VRU compressor engineers. With the VRU compressing the fuel gas to pressures from 10 to 15 BAR, the small turbines were able to combust the gas cleaner and more efficiently. But, this elevated discharge pressure requirement created a whole new level of complexity for the VRU gas compressor designers and a subsequent shift in gas compressor evolution.
 |
||
Dual Single-Stage Rotary Screw System for Fermentation Gas Recovery |
||
 |
||
LeRoi Gas Screw Package Compressing Biogas |
||
 |
||
Large Two-Stage Fuller Rotary Vane System for Landfill Remediation |
||
Gas Compressor Selection and Design
In gas compressor selection, the variables of pressure ratio and capacity are still major factors in the correct sizing of the unit. But, what also has to be taken into consideration is the varying composition of the gas stream. This is the critical factor in determining the selection of the type of compressor and the temperature of operation. In most Bio-mass applications, Methane (CH4) is the basic constituent along with other heavier hydrocarbons (C2, C3, C4+). It is in a mixture of other gaseous elements such as water vapor (H2O) and various other gases like Nitrogen (N2), Carbon Dioxide (CO2), Hydrogen Sulfide (H2S) and Hydrogen Chloride (HCL). All of these make up the Bio-gas cocktail that must be compressed to harvest the gas energy through combustion.
A basic rule in gas compressor design requires that the Heat of Compression generated must always exceed the dew point temperature of any gas component in the gas stream at final pressure. This means that the temperature of the compressed gas stream must always be kept higher than the dew point for any gaseous component in the gas stream. Just as an air compressor will condense water from the humidity in the compressed air if the system runs too cool. The compressed gas stream can drop out liquids, as well, if the pressure dew point temperature of any component is not exceeded. Here again, the percent of these various gas constituents makes a difference, with higher concentrations precipitating more diluting liquids into the compressor. And the production of acids in the compressor will affect performance eventually destroying it.
Compressor Oils Designed for Corrosive Service
With the demand for gas at higher discharge pressures, the flooded rotary screw compressor became the design of choice as the single stage rotary vanes requiring once thru lubrication could not handle the higher pressures without using a second stage of compression. Here again costs for additional liquid scrubbers and inter-stage cooling added significant cost to the package system. Because rotary screws used their oil system as a direct contact coolant in addition to providing bearing lubrication and sealing between the rotors and stator, they were able to do the extra ratios of compression in a single stage. Since the compressor lubricant is the life-blood of the screw compressor, its’ integrity must be maintained. To address this issue, significant advances have been made by specialty blenders, such as Summit Industrial Products of Tyler, Texas, which have led to the development of a family of custom blended compressor oils designed to resist hydrocarbon dilution and are fortified with inhibitors specifically for this corrosive service.
Flow control for VRU compressors has always been a problem. While smaller units operate on start / stop controls, Sullair, Gardner Denver and others also used their designs for slide valves and turn valve controls to actuate internal bypasses within the gas screw compressor stators - thereby achieving a mass flow control to regulate the process, and also allow for continuous operation. These control mechanisms added capacity and flexibility. Today many systems are now using variable speed drives to provide a smooth flow of fuel gas to the turbine power plants.
The problem with rotary screw compressors occurs when the exterior ambient temperature drops and the fluctuations in gas composition of the Bio-mass will vary from the design envelope. When this happens the potential for liquid drop-out occurs. The heavier hydrocarbons and water are particularly susceptible to drop-out in these colder conditions and will thin the compressor oil. Dilution of the compressor lubricant affects the viscosity of the oil, and with a loss in viscosity the screw’s bearings make direct metal contact and subsequent failure. In screws this normally occurs on the highest loaded bearing - the male rotor thrust bearing since it is designed to absorb the axial thrust of the rotor.
Rotary Vane Compressors
 |
Tescorp Mattei Gas Vane System |
 |
Two-Stage Fuller Vane Compressor as a Vapor Recovery Unit System |
Tescorp of Tulsa, Oklahoma, one of the leading innovators in VRU design and fabrication, has for years advocated the use of rotary vane compressors, like the Fuller compressor, because of their simpler bearing system and once-through oiling system. Recently they have partnered with Mattei - the Italian air compressor manufacturer. Vince Thomas, President of Tescorp says that the unique design of the Mattei lube management system allows this rotary vane compressor to run with as good as or better performance than a rotary gas screw, while still maintaining temperature regulation of the discharge gas stream. This thermal control eliminates the oil dilution problem, and more importantly, with the right gas compressor oil, provides better reliability than a typical gas screw.
Mattei’s gas vane design comes from years of operating experience gained from providing their rotary vane compressors for use as fuel gas compressors on land fill and Bio-mass gas applications in Europe. While lube oil viscosity is important to prevent the effects of dew point liquid dropout diluting the compressor oil, the simpler sleeve bearing system used on the Mattei vane compressor only has to contend with radial loads and it does this quite well using the hydrodynamic lubrication of the synthetic oil.
The Impact of New EPA Rules and Regulations
 |
|
Vapor Recovery Unit for Tank Farm |
|
 |
|
Mattei Gas Vane System as a Vapor Recovery Unit |
While great strides have been made in VOC recovery and control, this has not deterred the EPA in implementing its actions, as it has continued to tighten the restrictions on hydro carbon emissions. Part of these new requirements directly relates to the storage of oil or other liquids in smaller stock tanks and storage facilities. Under the proposed subchapter of these new regulations, all emission vapors must be captured and processed and this will apply to any tanks that emit down to no more than 6 tons per year of VOC gases. This may seem like a significant amount of hydrocarbon emissions, but it equates in real terms to 438 cubic feet of gas per day. This is equivalent to 0.30 CFM.
Many believe that these new rules for tank emissions will lead to a strong demand for much smaller field vapor recovery compressors. And since these regulations will also apply to industrial holding tanks that emit VOC gases, it will mean that many previously unaffected companies will now be involved in the installing and operating smaller more standardized vapor recovery systems that will use mini-vanes and scroll compressors.
With the gas compressor packaging companies now meeting the requirements to help industry control VOC emissions, the EPA has moved on to issue regulations toward other areas of political concern. The newest focus of their attention seems to be CO2 emissions and the contribution this compound makes to the creation of so called “Greenhouse” gases that lead to the perceived threat of “Global Warming”. This EPA focus on recovery and control of CO2 emissions may provide benefits, since CO2 has proven itself to be a superior flooding agent which when injected at high pressures will help increase oil production from older fields. This new usage now gives CO2 gas the economic value needed to help offset the government mandated costs of containment and process. Thus, CO2 recovered from coal-fired power plants will help produce more oil.
For more information please contact Robert Sturdy, CLS (STLE-Certified Lubricant Specialist), President, Sturdy Corporation
To read more Technology articles, visit www.airbestpractices.com/technology
Jan/Feb 2013



