The application of vacuum generating equipment has many uses in industry today but unfortunately, vacuum remains a bit of a mystery. The objective of this article is to provide answers to the most commonly asked questions for when vacuum is used to make, move or transform a product or item.
A Custom-Built Busch Vacuum R5 Quadruplex Package
1) What is vacuum?
Vacuum is the term used to describe the region of pressure below atmospheric pressure or the surrounding area:
1 Atmosphere @ sea level = 14.7 PSIA = 0 PSIG = 29.92” Hg
When speaking of vacuum, remember that it is the opposite of pressure; high vacuum means low pressure.
2) How is vacuum measured?
 There are a number of units of measure that can be used to describe the level of vacuum. Vacuum can be expressed in either gauge or atmospheric values. A simple rule of thumb is that gauge values start at zero while absolute values end at zero. In the US, the most common way that vacuum is referenced is in inches of mercury, gauge (“Hgv):
There are a number of units of measure that can be used to describe the level of vacuum. Vacuum can be expressed in either gauge or atmospheric values. A simple rule of thumb is that gauge values start at zero while absolute values end at zero. In the US, the most common way that vacuum is referenced is in inches of mercury, gauge (“Hgv):
29.92: Hgv (gauge) = 0” Hga (absolute)
0” Hgv = 14.7 PSIA
0” Hga = 0 PSIA
For process applications that run at higher (or deeper) vacuum levels, vacuum is often expressed in an absolute scale as the pressure level needs to be read in finer increments. Torr or millimeters of mercury (mmHga) are the most commonly used, both of which provide the same reading or indication:
1 Torr = 1 mmHga
760 Torr = 760 mmHga = 0” Hgv = 29.92” Hga = 14.7 PSIA
3) What is the function of a vacuum pump?
The main function of a vacuum pump is to:
- Handle air leakage and/or non-condensables into the vacuum system in order to maintain a specific vacuum level.
- To evacuate a volume or space from an initial pressure to a lower pressure.
- A combination of the above.
4) How are vacuum pumps rated?
Depending on the pump manufacturer, vacuum pumps are usually rated in ACFM or SCFM. ACFM or Actual Cubic Feet per Minute measures the volume of air at a given pressure under actual vacuum conditions (i.e. expanded air). SCFM or Standard Cubic Feet per Minute measures the volume of air at a given pressure at atmospheric conditions (i.e. non-expanded air).
As a result of the measurement, ACFM values will always be greater than SCFM levels except at atmospheric pressure where they are the same (also called nominal capacity). In order then to accurately compare vacuum pump performance, advertised capacities should be converted into either ACFM or SCFM which is easily done by establishing the ratio of a volume at a specific vacuum level by using the following equation:
Ratio of a volume = P1/P2 where: P1 = 29.92” Hga
P2 = Vacuum level, “Hga
For example, suppose a pump has a rating of 5 SCFM @ 20” Hgv. How do we determine ACFM? First, convert the gauge reading to absolute:
P2 = 29.92” Hgv – 20” Hgv = 9.92” Hga Then divide P1 by P2: Ratio of a volume = 29.92/9.92 = 3
To convert to ACFM multiply the SCFM rating @ P2 by the ratio of a volume: ACFM = 5 x 3 = 15
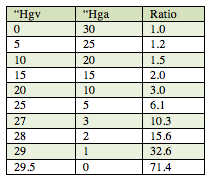
Table: To convert from ACFM to SCFM, divide the level of ACFM by the ratio of a volume. See the below for a chart of common ratio’s.
5) What level of vacuum do I need for my application?
Most industrial vacuum applications require vacuum levels in the 10 – 25” Hgv range. For some process and production applications the operating range is higher, usually between 26 – 28” Hgv (50 – 100 Torr).
Too often, specifying higher than necessary vacuum levels results in higher vacuum pump capital and operating costs, not in higher performance/production/throughput. As a rule of thumb, the required vacuum level for a given process should be that level that is required to efficiently perform the “work” required (plus a safety factor).
For example, with an application that requires a vacuum level of 20” Hgv and has a constant leak rate of 5 SCFM at atmospheric pressure, the calculated inlet capacity at the vacuum pump to maintain the vacuum level would be 15 ACFM (5 SCFM x Ratio of 3). If using a rotary vane style vacuum pump this would translate into a motor size of approximately 1.5 HP.
However, if a higher vacuum level is specified (let’s assume 25” Hgv) with the same 5 SCFM leak rate, the size of the pump increases as the calculated inlet capacity at the vacuum pump doubles in volume to 30.5 ACFM (5 SCFM x Ratio of 6.1) to maintain the higher vacuum level. This now means that the same rotary vane style pump would require a 5.0 HP motor in order to meet the increased capacity requirement at the higher vacuum level. Higher costs will always be realized when higher than necessary vacuum levels are specified.
6) How do I know which style of pump to use?
In today’s marketplace there are many different styles and types of vacuum pumps available. Mechanical or motive fluid powered, rotary or reciprocating, oil-less or lubricated; there are many choices to choose from.
The first step in selecting a vacuum pump suitable to the process is to ensure that the pump is designed to operate at the required vacuum level or vacuum range. For instance, pumps designed specifically for high vacuum service should never be applied or operated on applications in the rough vacuum range (as they are not designed to handle the larger volumes of airflow at lower vacuum levels).
The shape of the pump performance curve in relation to the required vacuum level is also a consideration. Never select a pump where the required vacuum level falls into or past the “knee” of the curve, as pump efficiency at that point is reduced. (Note that the shape of the curve and the position of the knee of the curve are dependent on the selected pump technology.)
Next consider the condition of the incoming airstream. In vacuum cooking for example, large amounts of water vapor are removed under vacuum so as to reduce the level of moisture in the product. This highly saturated air would quickly foul an oil lubricated style of pump as the vapor can condense prior to or within the pump itself. A water sealed liquid ring pump however, which also acts as a condenser, would not suffer any ill effects – its performance would actually be enhanced by the condensing vapor.
Finally, consider the total cost of ownership of a vacuum pump, not just its initial purchase price. Vacuum pumps have different levels of efficiency (ACFM/kW) depending on the pump design and technology. Too often, the cheapest pump to purchase turns out to be the most expensive pump to own, long term.
7) Do I use individual pumps or a central system?
For companies that have multiple machines that use vacuum pumps, the question is often raised, “should I stay with individual pumps or should I move to a central vacuum system?”
Either method has its advantages and disadvantages. Individual pumps, usually located on or near the machine, are less expensive to purchase when compared to a central system. Their location at the machine also eliminates the need for a plant wide vacuum piping system to connect all of the vacuum use points to the central system.
Individual pumps can require more maintenance than central systems (as there are more pumps to service). In addition, noise, heat, oil or smoke emitted by the pump(s) can make for an undesirable situation for workers on those machines.
Central systems, when properly applied, can provide for all current and future vacuum requirements. When supplied as a duplex system, the individual pumps can be sized to continuously provide 100% of the required plant capacity (with 100% backup) or to provide 100% of peak load capacity (where each pump covers say 60% of total load), and where the pumps run “on demand,” they provide for energy and operating cost savings. Central systems can also be supplied in an expandable configuration where additional pumps/controls can be easily integrated as future demand increases.
8) What about using receivers or tanks?
A common misconception with vacuum is that the addition of a receiver or tank will help to increase the performance of the machine/pump/system. This of course is not always 100% correct as it depends on a number of factors and sizing considerations.
For certain applications, like vacuum thermoforming, the receiver actually does the work by quickly evacuating the mold volume once the control valve is energized. The vacuum pump in these applications simply is used to evacuate the tank between forming cycles, not specifically to do the mold evacuation.
For many applications, simply adding a receiver will only add to the overall volume of the vacuum system and can actually hinder performance. As there is no storage effect realized (which is the opposite of compressed air), the use of a receiver volume should generally be limited to those applications that require evacuation of a volume, or where the receiver is used as a part of a central vacuum system, acting as a ballast to help stabilize the vacuum level (as vacuum demand changes).
9. Why does pressure drop have such a significant impact on vacuum systems?
When it comes to designing vacuum systems, pressure drop can have significant impacts on vacuum system size, efficiency and costs — but why? Unlike water or compressed air systems, vacuum has a natural limitation on how much “work” a given vacuum pump can do (work as in the difference between the pressure level at the pump inlet vs. the pump exhaust) so system pressure drops as small as 1 mm (1 Torr) can have an impact on system design depending on the required operating pressure.
Consider that as it operates, a typical vacuum pump takes in air at the inlet below atmospheric pressure (vacuum), compresses it, and then discharges the air at the pump exhaust at, or slightly above, atmospheric pressure (14.7 PSIA at sea level). With the lowest possible vacuum attainable being 0 PSIA, the maximum pressure differential (or work) that the vacuum pump can provide is then 14.7 PSIA at sea level (or the atmospheric pressure wherever the pump is installed). Therefore, the vacuum pump compression limitation is 1 atmosphere.
In a typical compressed air system, the compressor has no such limitation. This means that pressure drop in a piping system can usually be overcome by simply increasing the pressure at the supply point so as to increase the pressure level at the use point. Depending on the required vacuum level and the amount of pressure drop in the system, that same approach may not be possible with vacuum.
10. What is Pressure Drop?
Pressure drop (ΔP) is a loss of pressure due to frictional forces exerted on a fluid flowing in a pipe. These frictional forces include the pipe walls themselves and characteristics of the piping architecture (elbows, valves, expansions/contractions, etc.).
For a given flow, the smaller the diameter of the pipe and the greater the number of hindrances, the greater the pressure drop. So again, why is this so important to vacuum system sizing/design?
As an example, let’s imagine a process that uses a vacuum dryer and which requires a capacity of 100 ACFM at 10 Torr (at the dryer) and that a vacuum system is selected that will exactly match this requirement. Now let’s say that the only reasonable amount of floor space available for installing the vacuum system is located on the other side of the facility which will require the installation of a dedicated piping system. However, after installation of the vacuum and piping systems, it is determined that a 2 Torr pressure drop would exist and the best that the vacuum system could then provide at the dryer would be 12 Torr. By selecting a vacuum system based on the capacity requirement at the dryer and not accounting
for the pressure drop in the connected system, this would have resulted in an undersized system that could mean longer drying times, reduced output and/or excessive residual moisture in the product.
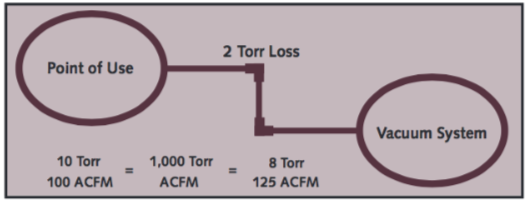
In this case, a vacuum system with a capacity rating of 125 ACFM @ 8 torr (at the system) would have been required to ensure delivery of 10 Torr at the dryer. Here, the 2 Torr pressure drop results in a system that needs to be 25% larger than first thought, increasing both the initial capital cost for the equipment as well as its long term total cost of ownership.
11. How is Pressure Drop Reduced?
So now that we know the impact of even a small amount of pressure drop on vacuum system sizing, what can be done from a design perspective to eliminate it? The answer is relatively intuitive.
Let’s start with an understanding that totally eliminating pressure drop or designing for zero pressure drop is not going to be practical or feasible for the vast majority of industrial vacuum system installations. For most of these installations, where the required vacuum level is 25 Torr or higher, designing with the following specification, is usually very feasible and economically viable.
ΔP < 10% Pb (absolute scale)
Next, whenever feasible, locate the system as close to the process or point of use as possible to minimize both the length of pipe and number of fittings, elbows, valves, etc. In many installations, this is much easier said than done as floor space is often at a premium (especially in existing facilities), so a practical approach should apply.
For installations that are less than 50 linear feet away from the vacuum pump or system, using a pipe diamater that is the same size as the pump inlet is usually acceptable. Again, minimizing the use of fittings, elbows, etc., is recommended so as to not add to the overall linear length of the piping system.
As with most decisions, the pipe size selection will ultimately come down to two things; effectiveness and cost. The pipe must be sufficiently sized to meet the requirements at the point of use, otherwise product quality and batch times could be compromised. Undersized pipe could require purchasing a larger than necessary vacuum pump, as indicated in the earlier example. On the other hand, oversized pipe can mean added capital and installation costs.
For more information contact Busch Vacuum Pumps and Systems, www.buschusa.com
To read similar articles on Vacuum Technology visit www.blowervacuumbestpractices.com/technology.



