Hoffman & Lamson has been manufacturing multi-stage centrifugal blowers for a long time. Lamson was founded in 1880, and Hoffman was established in 1905. Now a single entity under the Gardner Denver Nash Division, the company has some serious resources to complement its 100-plus years of blower expertise.

“The real benefit for Hoffman & Lamson came when we became part of Gardner Denver Nash,” said Nick Dorsch, Director of Global Product & Business Strategy at the Gardner Denver Nash Division, and Global Director for Hoffman & Lamson products. “As part of the Gardner Denver Nash Division, we’ve expanded the engineering, sourcing and procurement team for Hoffman & Lamson products. We bring materials savings to the table, and we’ve expanded the operations team from the standpoint of skill sets around engineering and building complete packages. We’re also able to drive towards lean manufacturing and better operating principles.”
So, what do those expanded capabilities mean for end users? As Nick Dorsch told Blower & Vacuum Best Practices, the direct result is an advance beyond blower manufacturing.
“Besides being a blower manufacturer — which is what a lot of our competitors are, and what we’ve been in the past — we are now able to be a solutions provider,” Nick Dorsch explained. “Gardner Denver Nash’s core competency is on the engineering side. Couple that with Hoffman & Lamson, and you are now able to build blowers and design the systems they go into, providing more value to the customer.”
The company touted its custom engineering abilities at WEFTEC 2015. Their message was simple: “There is virtually no limit to the system specs or size that we can design, engineer and build.” To substantiate the claim, the company developed an Augmented Reality app to demonstrate examples of custom-engineered blower systems. The app offers a 3D look at several systems — from a bird’s eye view, all the way down to a close-up of every component — bringing massive, complex systems to a user’s fingertips.
Blower & Vacuum Best Practices had an opportunity to visit Hoffman & Lamson’s facility in Bentleyville, Pennsylvania. There, we saw what attendees witnessed at WEFTEC 2015 via virtual reality — large blower systems custom engineered to meet exacting specifications. During our tour, we got to see their ASME-certified testing lab, and discussed the Engineered-To-Order mentality that the company brings to each application. We also talked about some of the new innovations from Hoffman & Lamson geared for the wastewater treatment industry, including Rigel Controls for energy savings and blower protection.
ASME Test Booth for Multi-Stage Centrifugal Blowers
For years, engineers have been asking, “How do the blower manufacturers prove their energy efficiency claims?” And, with new blower standards on the horizon, it is becoming increasingly important to verify the performance of a blower before installation. Hoffman & Lamson has made a major investment in its testing laboratory to do exactly that — show customers precisely what they are getting, and how the entire package will perform.
“We have invested in our own ASME-certified test lab,” Nick Dorsch explained. “And it’s essential, because we have a lot of customers that want the ASME-certified test performed. They can come in and witness. We are completing the capability where they can remote witness. They could be sitting on the other side of the world, and visually see actual testing and results online.”

Hoffman & Lamson’s ASME-certified test lab.
The ASME-certified test booth is highly valuable for customers. Many other blower manufacturers have to outsource the testing, or simply take exception to it. Hoffman & Lamson can provide the testing as part of its design engineering process. However, as we learned from Terry Hole, C.E.M. (Certified Energy Manager) and Manager of Aftermarket – Centrifugal Products at Hoffman & Lamson, those value-adding capabilities did not come cheap.
“Gardner Denver Nash invested over one million dollars to construct a test lab with advanced testing capabilities and data collection,” Terry told Blower & Vacuum Best Practices. “The addition of the lab brings added power capabilities, operating capabilities, instrumentation, flow measurement devices, and all types of safety devices. We also invested in the collection and presentation of testing data, making this a customer-focused test booth.”
Terry Hole helped design and set up the test booth. Part of Lamson’s blower business since it was based in Syracuse, he has been in the blower industry for 25 years. As he informed us, the lab in Bentleyville can test a wide range of voltages and motor hp requirements. In order to accommodate the lab, they actually had to bring in a special power feed from Allegheny Power, the local utility company, to provide the voltages necessary.
“We’ve designed our test booth for real-life simulation where you can bring the whole package in and test it as a complete unit,” Terry Hole explained “Our booth has a lot of flexibility built into it. Plus, we can do vibration analysis and sound testing as well.”
Testing Wire-To-Air Efficiency
Currently, Hoffman & Lamson tests its multi-stage centrifugal blowers to ASME PTC 10, which helps prove thermodynamic performance. However, PTC 10 has been deemed inadequate for measuring the energy spend of high speed turbo (HST) blowers, because it only requires the measurement of input power to the shaft — not the entire blower package.
Given that the impellers of HST blowers are attached to an extended motor drive shaft, and they need auxiliary devices — such as cooling pumps and air filtration units — PTC 10 does not accurately convey their energy footprint. As Terry Hole explained, PTC 10 “was more about what that compressor would deliver at the shaft level, and less about what the motor was doing.” For these reasons, the company goes beyond PTC 10 when testing HST units by ascertaining the wire-to-air efficiency. And, since PTC 13 is geared to address those issues, Hoffman & Lamson has allocated resources in its budget to upgrade the facility to meet those requirements.
When asked if the industry will get to the point where wire-to-air numbers will be a required part of an order, Terry Hole asserted that the industry “will demand it.” He continued, “Whether it is PTC 13, or BL 5389, or ISO 1217, they’re all similar aspects of wire-to-air, and something the customer will require.”
Embracing an Engineered-To-Order Culture
When visiting their facility, one singular mantra was repeated quite often: “Engineered-To-Order.” Given its own acronym (ETO), the phrase conveys a challenging concept — taking a customer’s unique specifications and turning them into complete systems. In this regard, Hoffman & Lamson is mirroring the new blower standards by seeking to address more than just the blower and motor of the system.
“The blower and the motor are small parts of the package,” Nick Dorsch explained. “There’s a lot more to the package that the customer needs to get done — in one way or another. What we’re able to do is incorporate our blower into an entire system, so they end up with an optimal design.”
The company started to advocate their ETO capabilities right before WEFTEC 2015. Since then, that part of their business has picked up, according to Nick Dorsch. The company emphasizes bringing the most value possible to each customer. In the wastewater treatment industry, this type of partnership can be quite beneficial.
“We design blower systems all the time, whereas an individual treatment plant may do it once or twice in twenty years,” explained Peter Klipfel, Marketing Director at Gardner Denver Nash. “We bring an expertise in being able to optimize that entire system, and that includes controls, VFDs, instrumentation and other components that are required in the installation. So rather than the customer trying to shop from ten different sources, we’re bringing an overall optimized system together to be installed directly at the job site.”
Engineered-To-Order System for Wastewater Treatment Plant
A great example of the ETO capabilities is a highly customized gas booster system the company designed for a wastewater treatment plant’s thermal hydrolysis application. Thermal hydrolysis is a relatively new technique that treats the leftover solids at the end of the wastewater treatment process with high heat and pressure — effectively “pressure-cooking” them. The process weakens the cell walls of the solids, facilitating anaerobic digestion. Methane is produced during anaerobic digestion, and it is then captured and converted to steam for the facility’s combined heat and power (CHP) plant.

Hoffman & Lamson’s custom-engineered blower package was designed for a demanding thermal hydrolysis application.
For this particular project, the engineers needed to design a blower system to pressurize the methane to approximately 12 psig as a preparatory last step before converting it to steam. The system uses a coalescing filter to remove moisture, along with a bypass line and heat exchanger for controlling gas flow. As with many biogas applications, the process needed an explosion-proof motor starter and stainless steel componentry, including specialized valves, gauges and pressure transmitters.
Rigel Controls Present Blower Retrofit Opportunities
It isn’t just Hoffman & Lamson’s consultative engineering approach that can help wastewater treatment facilities optimize blower systems. Product innovation, including the introduction of Rigel Controls, has improved the processes at wastewater treatment plants as well. Designed for multi-stage centrifugal blowers, Rigel Controls can yield energy savings of 20 percent when compared to inlet throttling. The control system also helps unregulated blower installations prevent surge conditions, and comes with a number of benefits not available with traditional variable frequency drives (VFDs).

Retrofitting blower installations with Rigel Controls can yield substantial energy savings.
“We have about 25 Rigel installations out in the field now. They are all working very well, and we have a lot of open quotes for them,” Nick Dorsch told us. “The Rigel can go as part of a new package, and it can also go into any multi-stage centrifugal blower installation. So whether it’s our system, or one of our competitors, we can take a system that is already in place and upgrade it. This is where the bigger impact is: It’s an upgrade opportunity for existing wastewater and water treatment facilities to upgrade their existing systems with improved controls for energy savings, system monitoring and protection.”
Essentially, Rigel is a speed control system for multi-stage centrifugal blowers designed to modulate the blower’s operating speed based on a number of parameters. Rigel can monitor and respond to most industrial process signals. Most importantly, it monitors and responds to the dissolved oxygen (DO) levels of aeration basins, ensuring the blower maintains proper airflow to achieve the DO set point. Since many wastewater treatment facilities monitor other engineering units, Rigel is also capable of controlling multi-stage centrifugal blowers based on metrics like pressure, flow and other generic parameters.
Another significant factor in blower performance is seasonal temperature change, which can have a huge impact. According to Terry Hole, as air gets colder, it becomes denser, causing the blower to produce more pressure and airflow. However, typical wastewater aeration applications don’t require more pressure, so the end user needs to throttle it out to decrease pressure. Rigel can help control the blower to remove the need for throttling and save energy.
“As you’re reducing the pressure, you’re impacting horsepower tremendously. That’s where the largest benefit can be found.” Terry Hole explained. “When you get a large temperature swing — maybe the machine was sized for 100°F inlet, and in the winter it is running at 40°F inlet — you’re getting so much more pressure, but you don’t need that pressure.”
Additionally, the ecology in an aeration system doesn’t need as much air during the winter months, given that it is located in an area with seasonal temperature swings. Coupled with the fact that the blower is generating more air, the energy savings of 20 percent “is really a conservative amount.” As Terry Hole said: “You’re probably going to save around the neighborhood of 30 to 40 percent.”
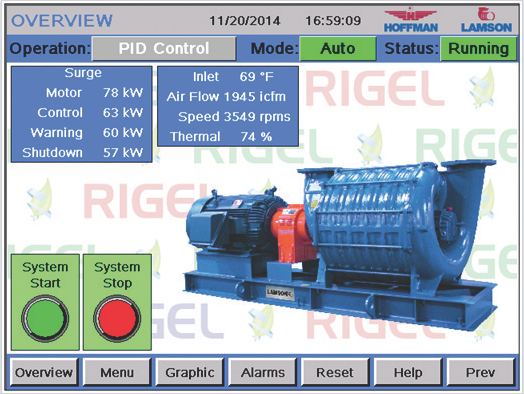
Pictured is the home screen from a Rigel Controls interface.
Also significant to note, each Rigel panel is programmed to a specific blower’s performance curve to keep it running efficiently and to prevent surge — an unstable airflow condition in which a machine can no longer overcome the pressure that is developing internally. The potential for energy savings, combined with the surge protection and other features, helps to differentiate Rigel Controls from standard VFDs.
“The Rigel offers much more than a standard VFD. The Rigel optimizes efficiency, but it is the advanced features that really set it apart,” Terry Hole told us. “We’ve added features into Rigel that protect the blower. Rigel can automatically adjust to prevent blower surge, while providing real-time monitoring for predictive maintenance. A standard VFD just doesn’t have that.”
Engineered-To-Order Blowers for Virtually Any Wastewater Application
Blowers are the biggest energy-consuming piece of equipment in any wastewater treatment facility, which is a big reason why the technology is under such scrutiny. Engineers want to find the ideal blower solution for their application, but it is a tough task — especially without adequate standards. Add budgetary constraints to the mix, and the process becomes extremely challenging.
“A lot of people are continuing to try and do more with less,” Nick Dorsch said. “What happens then is they have to prioritize what is worth doing in house and what needs to be outsourced. The system design and engineering that we deliver through Nash is part of the value we bring, because it is not necessarily their core competency.”
In addition to the consultative engineering at Hoffman & Lamson, Rigel Controls can provide value by alleviating strain on a municipality’s budget. The potential energy savings and improved reliability that come with blower controls make for an intriguing project with a great ROI.
For more information, contact Nick Dorsch, tel: (724) 239-1603, email: [email protected], or visit www.HoffmanAndLamson.com.
To read more about Aeration Blowers, visit www.blowervacuumbestpractices.com/technology/aeration-blowers.



