
Midland Plastics of New Berlin, WI.
Zorn Compressor & Equipment started in 1965 and now has eight locations in Wisconsin and Illinois. It’s a Quincy distributor, carrying Quincy rotary screw vacuum pumps, lubricated and oil-free rotary screw air compressors, oil-free rotary scroll air compressors, oil-free rotary tooth air compressors and lubricated reciprocating air compressors. It also carries Gardner Denver lubricated and oil-free rotary screw air compressors, lubricated rotary vane air compressors and lubricated reciprocating air compressors; Powerex oil-free rotary vane air compressors, oil-less rotary scroll air compressors and oil-less reciprocating air compressors and Ingersoll Rand oil-free centrifugal air compressors.
The Midland Plastics plant in New Berlin, WI, is a longtime customer of Zorn. The 105,000-square-foot plant employs 100 people and manufactures a variety of custom plastic materials, including dashboard and door panels for the automotive industry, created with thermoforming. The plant has three thermoforming machines that operate nearly around the clock. Plastic comes in large sheets, which the plant heats and vacuums into a mold.
Much of Zorn’s work for the plant has been repairs to keep older compressed air and industrial vacuum systems running. When Account Representative Bryan Dominick took over the account he began a larger discussion with plant management on energy efficiency.

Midland Plastics runs this thermal molding machine nearly around the clock.
A Vacuum System Audit Prevents Under- or Oversizing
As the plant’s older vacuum pumps continued to fail and needed replacement, the plant looked into the costs for replacements versus repair. The existing system included three 40 horsepower (hp), fixed-speed, air-cooled vacuum pumps that used inlet valves to control flow. These inlet valves had hardened over time. The plant didn’t know specifics about its vacuum pressure requirements. Sometimes the plant ran one vacuum pump and sometimes all three.
“That's a lot of electrical costs that build up over time,” Dominick said. “I’m asking them how much do you need? If you're running three vacuum pumps and you only need one or one-and-a-half, you're running one-and-a-half unnecessarily, and accruing significant energy costs.”
Before purchasing new equipment, management realized paying for an audit was a smart investment. With an audit, it could avoid undersizing its needs and slowing production, or oversizing its needs and wasting money on capital purchasing and electricity. Adam Johnson, Director – Technical Solutions Group, Zorn Compressor & Equipment, performed the audit.
“We measured the vacuum pumps by monitoring the kilowatt draw of the individual pumps, as well as measuring the intake vacuum between the airend of the vacuum pump and its inlet modulation valve,” Johnson said. “That way, we could see the true vacuum as it entered the element chamber and use that to calculate the mass flow. We measured the system in acfm as well as in mass flow. We were able to see where the plant’s vacuum levels were falling far out of what they were trying to achieve.
“For instance, we measured vacuum levels between 19“Hg and 22”Hg. The plant was looking for vacuum levels of 22”Hg to be acceptable, but preferred levels as high as 28”Hg. The vacuum system was all over the place. We determined the plant could operate all three pumps at 24”Hg, which would be a good compromise and give the plant a deep enough vacuum to do the thermoforming.”

Account Representative Bryan Dominick with the two newly installed VSD vacuum pumps.
VSD Vacuum Pumps Stabilize System Vacuum Levels
Johnson put vacuum transducers in strategic locations on the plant floor to see how well the piping system was working. For audits that don’t seek to increase vacuum levels, he keeps measurements in acfm volumetric flow. But, in audits where the customer wants a deeper or shallower vacuum, he makes conversions to scfm to ensure he’s making accurate mass flow conversions at 24”Hg compared to 28”Hg and noting the horsepower difference. Audits typically run for a week or two.
This audit showed vacuum levels that changed dramatically, and three vacuum pumps that didn’t hold their vacuum levels. To select a suitable replacement vacuum pump, Johnson looked at appropriately sized performance charts for Quincy vacuum pumps. He looked at the vacuum level the plant needed, then looked at the rpm that 40 hp, 50 hp and 60 hp vacuum pumps would achieve and the levels of mass flow and volumetric flow they could provide. He proposed replacing the three vacuum pumps with one 50 hp variable-speed drive vacuum (VSD) pump that provided 24”Hg, a flow of 520 acfm and would draw 18.5 kW.
“When a plant has modulating vacuum pumps that aren’t operating as efficiently as we would expect, we'll estimate their mass flow or their acfm for steady vacuum levels. We'll propose a variable-speed drive vacuum pump be installed. What we find, oftentimes, is that those variable-speed drive vacuum pumps stabilize the vacuum level, so the required flow ends up being lower than what we projected,” Johnson said. “When we project a flow, we're estimating that against a model where the vacuum levels were fluctuating continually. A lot of times, we see the vacuum levels end up being shallower, which relates to a higher mass flow.
“Looking at the raw numbers, it's easy to oversize a vacuum system. We’ve found over and over again that when we install a variable-speed drive vacuum pump, we might expect it to run at 50% capacity or 75% capacity, but it'll run closer to 25 to 35% capacity. It's a significant reduction. That’s because we're stabilizing the vacuum pressure, as well as producing the vacuum flow more efficiently. We have company meetings where account reps share this information. When moving from a rotary screw fixed-speed vacuum pump to a variable-speed vacuum pump, not only have we seen significant savings, but those savings are often higher than we initially calculated.”

The vacuum system audit showed one 50 hp VSD vacuum pump was able to do the work of three older model 40 hp fixed-speed vacuum pumps.
Vacuum System Audit Produces a Deep Look at Demand
Thanks to the new vacuum pump, the plant’s operations are able to run faster. The plant no longer has to wait for the vacuum system to catch up and provide the needed draw.
The experience shows the value of a qualified vacuum system audit. As Johnson noted, the customer might have looked at its faulty vacuum system and decided it needed 120 hp to replace its three vacuum pumps. But after the vacuum system audit, Johnson and Dominick were able to explain that one of its vacuum pumps wasn’t running as often as expected, and the other two vacuum pumps produced less flow than expected. Vacuum levels were inconsistent, often jumping by 10“Hg, ranging from 18”Hg to 28”Hg. The system was between 17”Hg and 19”Hg 4% of the time. Sometimes, it was as low as 10”Hg. From there, they were able to start a conversation on getting an appropriately sized vacuum pump to meet demand.
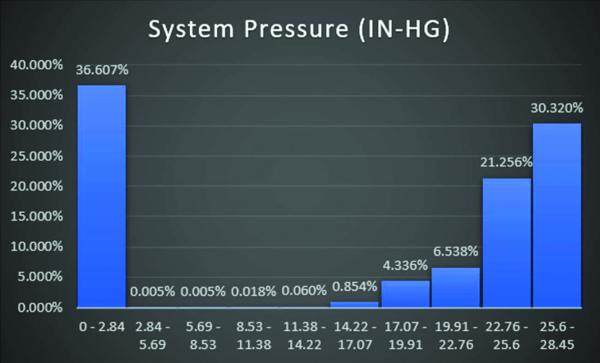
A histogram included in the audit report shows the amount of time the vacuum system operated in each pressure range.
“One of the things I do in our reports is create histograms where I break out the flows on the vacuum levels. When we look at a histogram, we see a percent in a given flow range. I also include sustained average tables. I'll look at what vacuum levels and what flow rates the vacuum system sustained for one minute at its highest average, down to two hours at its highest average, and then look at the lowest flows sustained for an average of one minute compared to two hours,” Johnson said. “I'll run the gamut between one minute, five minutes, 10 minutes. When I look at these histograms, I might see the vacuum system was at vacuum levels of 500 cfm for 1% of the time. Then, I can look at the sustained tables and see maybe it was only 1% of the time, but when we were at that flow rate, we were there for five minutes. That tells me this isn’t a little hiccup made when transitioning from one vacuum pump to another. This is a true flow range, and we need to have the capacity to meet it when it hits.
“We hope to capture those instances by looking at the sustained high average flows to make sure we're not overlooking something that may happen a small percentage of the time, but when it does happen, it's significant.”
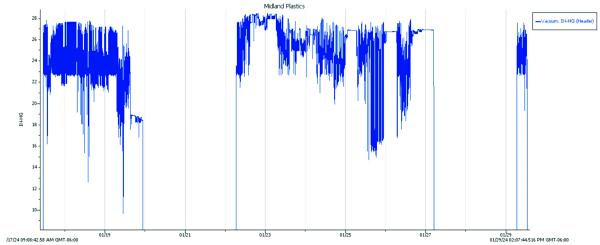
Vacuum levels recorded in the vacuum system header show significant deviations from setpoint, with pressures as shallow as 10”Hg taking place on January 19, 2025. Click to enlarge.
A Sequencing Controller Switches Between Two Vacuum Pumps
The audit was conducted in January 2024, the report delivered in the middle of February and the plant placed its order for two new vacuum pumps (one for redundancy) by the middle of March. The audit and report followed a year of discussion on improving the vacuum system, so the plant was ready to make a decision.
“When presenting an audit to a customer, we'll get lost in the weeds,” Johnson said. “In most presentations, customers are surprised by what they're spending on vacuum or compressed air. There's a lot of education that goes on explaining what the different vacuum controls are doing, why some are more efficient than others and why some work better than others. Then, we talk about what happens in their system. It's an active meeting with quite a bit of back-and-forth.”
The plant’s purchase included a sequencing control panel auto-rotating the load between the two vacuum pumps. If the plant adds additional thermal molding machines in the future, both vacuum pumps can work in tandem. Zorn handled the installation, startup and commissioning.
This installation was the first time Zorn worked with the 3.0 version of Quincy’s ECONTROL+ sequencing controller, a new model. During installation, the company’s engineering managers spent extra time integrating the sequencer and ensuring it communicated with the vacuum pumps. The process involved multiple phone calls with Quincy product experts to ensure the sequencer acted as it should.

Adjusting the ECONTROL+ 3.0 sequencing controller.
Based on the modeling in the audit report, the plant is now saving 87,000 kilowatt hours (kWh) per year. With a rate of $0.10 per kWh, that means operating costs dropped from $22,191 per year to $13,477 per year, resulting in $8,714 per year in savings. The ROI period is roughly nine years. The plant is also seeing less material waste. With the previous vacuum system, vacuum pressure fluctuations led to incomplete seals in forming, machining and CNC applications. The new vacuum system not only conserves raw materials but also minimizes downtime and boosts overall production quality.
“With VSD technology in our vacuum pumps, we see performance adjustments based on real-time demand throughout our entire plant. This has ensured optimal vacuum levels, reduced cycle times and enhanced overall efficiency,” said Chuck Hamley, General Manager, Midland Plastics. “The whole process was professional. There was always somebody to provide the answers at the appropriate level, from basic information to extreme technical information. The knowledge depth at Zorn Compressor seems to be top-notch.”
By replacing its vacuum system, the plant qualified for $2,000 in energy incentives from Focus on Energy, a Wisconsin state program.
The Value of Vacuum System AuditsPerforming system audits on vacuum systems isn’t as common as on compressed air systems, but they’re just as beneficial. “It's no different than your compressed air system,” Dominick said. “You want to understand more about your vacuum system, and that’s how I approach my customers. I think of myself as an educator. If I'm buying something myself, I don't want to buy it unless I know what I'm buying and understand how it performs. No one wants to be sold anything. System audits help us educate customers. We’re building the project together and understanding how they'll use it. Often, we find customers don't understand why their vacuum or compressed air systems are running the way they are. “Performing compressed air system audits helps us educate customers on why their compressed air system is doing what it's doing, how efficient it is and everything that goes with it. For a vacuum system, I think a lot of customers shy away from doing an audit because it's scary: It's everything backwards, and it's a little more complicated. Being able to provide vacuum system audits gives us a great tool for educating customers on what their vacuum system is doing. A vacuum system audit helps customers make well-informed, data-driven decisions. “Vacuum system audit presentation meetings last up to two hours. A lot of rapport gets built. At the end of it, we're agreeing on what the customer wants or what the options are. We come together at the conclusion. We feel more like partner consultants when we're in these meetings rather than trying to sell someone something. At the end of the day, it's their best interest we have in mind. “Audits don’t always lead to sales. Some show the customer is running things unnecessarily. We might say, ‘We’ll adjust your pressure settings and turn one or two of these air compressors off, and you can run your whole system off of this one air compressor. You don't need to buy anything. We've just saved you thousands and thousands of dollars a year.’ We're in the business of taking care of our customers.” |
About Zorn Compressor & Equipment
Zorn Compressor & Equipment is a family-owned company based in Pewaukee, WI, with multiple branches in Wisconsin and Illinois. With over 55 years of experience in the industry, Zorn distributes a wide variety of compressed air equipment, parts and services. It provides maintenance and repair, emergency service and rentals, installation and plant piping and air, energy and system audits. For more information, visit https://www.zornair.com.
For similar articles on Vacuum System Assessments, visit https://www.blowervacuumbestpractices.com/system-assessments/vacuum-systems.
Visit our Webinar Archives to listen to expert presentations on Vacuum System Assessments at https://www.airbestpractices.com/webinars.




{kind=link}